

Discover Premium Industrial Bolts
Explore our range of high-quality bolts designed for durability and reliability.


14
2024
-
11
Cold Heading & Cold Forming
What is the principle of cold forming?
This chapter will cover the definition of cold forming, the materials used, and the various tooling techniques involved in the process.
What is Cold Heading?
Cold heading, often referred to as cold forming, involves creating a specific shape or design from metal wire without applying heat. This process is facilitated by high-speed hammers, dies, and punches to shape the metal continuously.
Cold forming starts with a slug cut from a coil or wire, which is then shaped by a cold heading machine using a series of powerful hammers and dies. This process can also be described as applying force from a punch to the end of a metal blank within a die. To achieve plastic flow, the applied force must exceed the metal’s elastic limit or yield strength.
Cold heading can be considered a forging operation without the use of heat. It is performed together with other cold heading processes such as blank rolling, piercing, pointing, thread rolling, sizing, and trimming. Cold heading is also an industrial process that acts as the primary way to make metal threaded fittings and fasteners.
Cold heading is a high-speed forging process where coiled wire is precisely cut to length at room temperature and under the appropriate pressure. The wire is then fed through a series of continuous die and tool openings, which shape and displace the metal to form the desired product. This process allows for the adjustment of feedstock diameters and lengths and includes operations such as piercing and trimming to remove small material amounts. All cold heading procedures are performed in a streamlined, continuous operation.
Historically, cold heading was only used for making very simple fasteners. Currently, cold heading is an automated high-speed and multi-station method that is able to economically produce composite fasteners and other components. With the improvement of technology and growth in cold heading, the equipment has the ability to cold form parts from tougher metals, including higher-temperature alloys and stainless steels.
Materials and Tools Used in Cold Forming
Cold headers utilize a specific technique to cut and measure segments from a wire coil. The method for feeding the wire into the cold header and cutting it off can vary depending on the machine's brand. Inside the machine, a cut-off knife is employed, which strikes the wire from a predetermined angle to sever a single piece. This process typically involves multiple components in addition to the cut-off knife.
Cold Forming Dies
Dies are significantly larger than punches due to the need to endure greater loads. They are positioned on the stationary section of the cold header and typically consist of several pieces. The working tool of a die is often assembled from three to four segments that collectively form the complete working component. These segments are then subjected to high pressure within a large, curved container, commonly referred to as the casing.
The die's inserted part endures intense radial pressure with each blow. Without adequate support, it would quickly fail or explode. To prevent this, the die is securely forced into a casing. This casing, which is much larger, absorbs and disperses the accumulating pressure, maintaining the die's integrity over many parts or cycles. Die casings can be reused multiple times before needing replacement.
Each die features a precisely sized central hole aligned with the tool's axis where the part is positioned. To prevent the part from being pushed out through the back of the die under high pressure, a knock-out pin system is employed. This system consists of a series of pins located at the rear of the die. During the initial phase of the stroke, these pins prevent the part from being expelled. In the final phase of the forming stroke, the pins are driven forward to eject the finished part from the die.
Cold Forming Punches
Punches are located on the moving part of the cold heading machine. They are generally smaller than dies because they deal with less pressure during the forming process. Despite their smaller size, punches still experience significant loading and are housed within punch casings for protection.
Punches are used to shape or form the head of screws. Typically, one punch is used for the initial impact, while another is used for the final impact. Additionally, punches can act as supports for pins that help push the part into the die. This is particularly useful when dealing with trapped extrusions or recess pins, which facilitate backward extrusion to create recesses in parts.
Cold Forming Transfer
The transfer mechanism is the final tool system in cold forming. The process is straightforward in a single-die, two-blow machine, as only one transfer is required—moving the part to the next die. However, in multi-die headers, where the process involves several dies, the transfer mechanism becomes crucial.
Commonly used tooling components for transfer include fingers or grips that securely hold parts as they move between dies. These fingers are often custom-designed to suit the specific requirements of each part. Proper part geometry is critical for successful transfer, especially since parts can be quite heavy. Improper transfer can lead to issues such as head upset or shoulder droop as the part exits the die.
The operator must precisely time the transfer to ensure that the part is securely held before it fully exits the die. The transfer mechanism is designed to wait until the part is completely clear of the die before moving it. Mastery of this process requires significant practice and expertise from the setup technician.
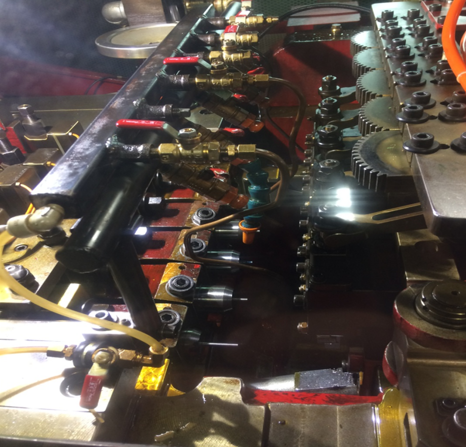
Machines Used in Cold Heading
Cold heading machines transform a metal blank into precisely shaped parts using a reciprocating ram that drives a hammer into a preformed die. In mechanical processing and manufacturing, these machines are commonly referred to as stamping machines. Provided that the initial raw materials remain unchanged, they are shaped according to the desired specifications.
In a cold forming machine, bevel gears are paired and put on one end of the crankshaft. The driven bevel gear shaft is put on a cam gear, with a scissors slider vertically put on the roller shaft consisting of the driven roller of the cam object or device. The utility model overcomes all the encountered deficiencies of the prior art, and also the moving friction coefficient. The impact force among all components of the cutting and feeding mechanism are very small in magnitude. The smooth operation of the equipment largely minimizes the operating noise and improves product productivity and quality.
Cold Heading Operation
Cold heading employs high-speed automated equipment known as cold headers or part formers. This machinery can convert a basic wire into complexly designed components with precise and consistent tolerances at rates up to 400 pieces per minute. A measured length of wire is placed into a die, where a hammer then shapes or deforms the material to achieve the desired form.
Cold heading is a volume-specific process where the material's volume remains constant throughout the shaping process. The metal is merely rearranged to form a precisely designed part with the same volume, resulting in minimal material loss or scrap.
What are the applications and advantages of cold heading forming?
This chapter will discuss the applications and benefits of cold heading forming.
Applications of Cold Heading
The cold heading process manufactures fasteners with high efficiency and good quality, saving costs and materials. However, this process requires high quality raw materials.
Cold heading utilizes a specific grade of steel known as cold heading steel, ideal for producing fasteners and joints. Additionally, this process can be applied to tempered alloy steels, structural steels, and ferritic-martensitic duplex steels.
Advantages of Cold Forming
Cold forming offers several key benefits, including:
Fast Production
Cold forming is known for its rapid production capabilities, with some manufacturers achieving output rates of up to 100 parts per minute. This high-speed process ensures uniform quality and accuracy in the finished parts.
Added Strength
Cold forming enhances the strength of the part by maintaining the material's inherent properties. Since the material is shaped without cutting or heating, its original grain structure aligns with the part’s contours, resulting in increased durability and strength.
Reduced Energy Consumption
Unlike hot forging, the cold forming process does not require extra energy to heat the material, making it more energy-efficient.
Drawbacks of Cold Heading
There are several limitations associated with cold heading, including:
Size Limitations
As the diameter of a fastener increases, the pressure needed to shape the material also rises. While large machines are capable of producing fasteners of any size, they are often not practical for such tasks. For extremely large fasteners, machining is typically the more suitable method.
Material Limitation
Not all materials are equally suited for cold forming. While various metals can be used, selecting the most appropriate types will yield superior results and enhance the quality of the final products.
Conclusion
Over the years, the process of cold heading has greatly helped with improving technology and producing higher-quality machining results. Thus, when selecting cold forming for a particular process, it is vital to understand its applications, benefits, and how each cold heading approach functions.
Key words:
Related news
2024-09-09
2024-11-14
2024-10-28
ONLINE MESSAGES
Social Media
CONTACT US
Add
: 5G Building, Xihe, Lianhua Street, High-Tech Zone, Zhengzhou, Henan Province
Mail : market@yudemetal.com
Tel : +86-18330051751